Brindamos a los clientes no solo productos de alta calidad, sino también una solución de laminación profesional y experimentada. Además, nos gustaría brindar un servicio personalizado para el tamaño del producto,
forma de embalaje y transporte.
Pasos generales de calentamiento
Aspiración: 5-10 minutos (hasta 0,095 Mpa)
Calentar a temperatura baja y reservar un rato.
Calentar a temperatura alta y mantener por un tiempo.
Enfriando el vidrio laminado por debajo de 50 grados.
El vacío debe permanecer encendido durante todo el período de enfriamiento.
Consejos
1) La temperatura anterior se refiere a la superficie de vidrio, no al aire en el horno.
2) Las instrucciones se basan en 1 pieza de vidrio de 5 mm + 1 pieza de EVA de 0,38 mm + 1 pieza de vidrio de 5 mm).
3) La temperatura y el tiempo de procesamiento son óptimos en el laboratorio de KENGO.
Dado que la máquina del horno es diferente, intente varias veces y obtenga la forma perfecta.
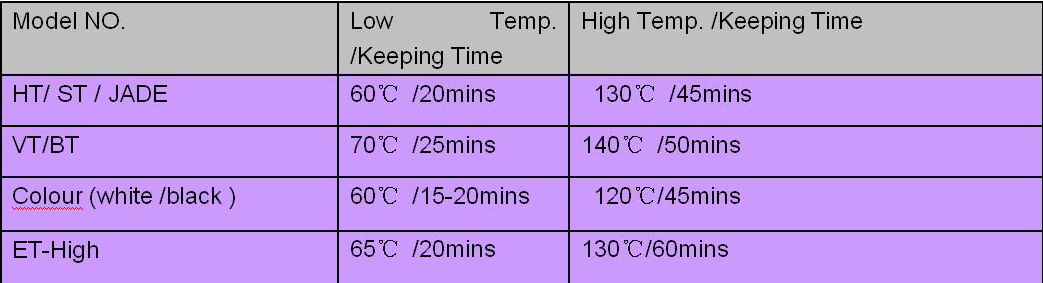
Tiempo y temperatura de procesamiento
Para satisfacer diversas demandas de aplicación, KENGO desarrolló diferentes fórmulas para cada tipo de película EVA,
Para garantizar un efecto óptimo de laminación, es mejor que las diferentes películas de EVA elijan diferentes formas de proceso.
Le damos a nuestra hoja de procesamiento del cliente como referencia en el lado derecho.
Espesores de películas de vidrio y EVA (mm) |
Tiempo de calentamiento a 130 ℃ (minutos) |
| 4 + 0.38 + 4 | 40 |
| 4 + 0.76 + 4 | 45 |
| 4 + 1.14 + 4 | 50 |
| 4 + 1.52 + 4 | 55 |
| 5 + 0.38 + 5 | 45 |
| 5 + 0.76 + 5 | 50 |
| 5 + 1.14 + 5 | 55 |
| 5 + 1.52 + 5 | 60 |
| 6 + 0.38 + 6 | 50 |
| 6 + 0.76 + 6 | 55 |
| 6 + 1.14 + 6 | 60 |
| 6 + 1.52 + 6 | 65 |
| 8 + 0.38 + 8 | 60 |
| 8 + 0.76 + 8 | 65 |
| 8 + 1.14 + 8 | 70 |
| 8 + 1.52 + 8 | 75 |
| 10 + 0.38 + 10 | 70 |
| 10 + 0.76 + 10 | 75 |
| 10 + 1.14 + 10 | 80 |
| 10 + 1.52 + 10 | 85 |
| 4 + 0.38 + 4 + 0.38 + 4 | 55 |
| 4 + 0.76 + 4 + 0.76 + 4 | 60 |
| 4 + 1.14 + 4 + 1.14 + 4 | 65 |
| 4 + 1.52 + 4 + 1.52 + 4 | 70 |
| 6 + 0.38 + 6 + 0.38 + 6 | 65 |
| 6 + 0.76 + 6 + 0.76 + 6 | 70 |
| 6 + 1.14 + 6 + 1.14 + 6 | 75 |
| 6 + 1.52 + 6 + 1.52 + 6 | 80 |
| 10 + 0.38 + 10 + 0.38 + 10 | 75 |
| 10 + 0.76 + 10 + 0.76 + 10 | 80 |
| 10 + 1.14 + 10 + 1.14 + 10 | 85 |
| 10 + 1.52 + 10 + 1.52 + 10 | 90 |
| Remarks: This table is just for reference. Parameters may vary according to actual situation. Trial and test may be required to obtain the most optimum heating profiles | |
Solución de problemas
| Síntomas | Posibles razones | Recomendaciones |
| La capa intermedia de EVA del producto de acabado no está completamente derretida | Calentamiento desigual Convección de aire caliente débil |
Extend steady heating time Adjust hot air flow quantity control plate |
| Conexión incorrecta del cable del soplador | Cableado del soplador inverso | |
| Burbujas en el centro del producto terminado | Las almohadillas de silicona no están bien selladas | Selle bien los bordes y las esquinas |
| Las superficies de las almohadillas de silicona están perforadas o se rasgan | Reparar con sellador adecuado o reemplazar si es necesario | |
| La tubería y los tubos de vacío no están bien conectados | Asegúrate de estar bien conectado | |
| La tubería y los tubos de vacío están perforados | Reemplazar | |
| Los tubos de vacío se pellizcan cuando se cierra la puerta del horno | Apague el horno, retire los tubos cuando la puerta esté abierta | |
| El vacío no es lo suficientemente potente | Cambiar el aceite de la bomba de vacío | |
| El vidrio no es plano y/o la capa intermedia de EVA no es lo suficientemente gruesa | Emplear una capa intermedia de vidrio y/o EVA con suficiente espesor | |
| Burbujas en los bordes del producto terminado | No hay suficiente tiempo de enfriamiento y/o el vidrio no se enfría lo suficiente cuando se apaga el vacío | Extienda el tiempo de enfriamiento y/o apague el vacío solo cuando el vidrio esté lo suficientemente frío, por ejemplo, 40 ℃ |
| Neblina en los bordes del vidrio | Los bordes de vidrio no están lo suficientemente limpios. Podría estar contaminado con aceite de corte. | Retire el aceite de corte a fondo. Si la manta de silicona se encuentra contaminada, intente calentar el horno para eliminar la contaminación con una carga de vidrio vacía. |
| El aceite del motor de la bomba de vacío es, por muy pocas posibilidades, succionado a través de la manguera de regreso a la manta de silicona cuando el motor de la bomba se apaga. | Desconecte la manguera de vacío cuando el motor de la bomba esté apagado. Si la manguera de vacío se encuentra contaminada con aceite, deséchela. Si la manta de silicona se encuentra contaminada,
try heating the oven to get rid of contamination with empty glass loading. |
|
| Se crea vapor de agua en la manta de silicona debido al ambiente con mucha humedad. Esto suele ocurrir si el horno no se usa durante cierto tiempo, que es lo suficientemente largo para que el vapor de agua migre a las mantas de silicona desde el medio ambiente. | Intente calentar el horno para eliminar la contaminación con la carga de vasos vacíos. | |
| Tiempo de precalentamiento demasiado corto | Amplíe el tiempo de precalentamiento hasta 40 minutos a aprox. 60 ℃ | |
| Empañado en el vidrio que no sea en los bordes | El vidrio está contaminado probablemente por agentes de limpieza. | Deje que el agente de limpieza se evapore por completo antes de cubrir el vidrio con películas de capa intermedia. |
| El color de los bordes del vidrio es más claro que el centro del vidrio | Este síntoma suele ocurrir en películas EVA blancas o de color. Se debe a una temperatura demasiado alta y/o un tiempo de calentamiento demasiado largo. El EVA derretido se vuelve líquido de alto flujo cuando la temperatura es demasiado alta. En ese momento, el vacío aplicó presión sobre el vidrio. Exprime el EVA derretido de los bordes.
Edges tiene menos o incluso no tiene EVA. Los bordes se vuelven más claros que el centro. |